Invar Alloy – There’s Profit to be Made in Machining this Popular, High Tech Material
Looking to buy Invar from a trusted stockist? Speak to China Alloy Parts about your requirements today.
About Invar Alloys
With increasing frequency, metalworking shops are asked to machine parts and components from Invar alloy (UNS K93600), a 36% nickel-iron alloy known for its unique low expansion properties. Invar alloy has a rate of thermal expansion approximately one tenth that of carbon steel at temperatures up to 400 oF (204 oC). This characteristic makes the alloy a candidate for a growing number of applications –
(a) – where dimensional changes due to temperature variation must be minimized (radio and electronic devices, aircraft controls, optical and laser systems, etc.)
(b) – in conjunction with high expansion alloys in applications where motion is desired when the temperature changes (bimetallic thermostats, rod and tube assemblies for temperature regulators, etc.)
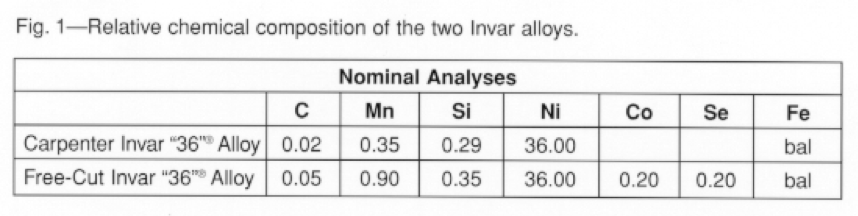
This alloy is available in two variations. One is the conventional Invar alloy, used generally for its optimum low expansion properties. The second is a variation of the basic alloy known as Free-Cut Invar “36”(R) alloy (UNS K93050 and ASTM F1684). This alloy has shown improved machinability for applications where high productivity is important. It is also a 36% nickel-iron alloy, but with a small addition of selenium (Fig. 1) to enhance machinability.
Free-Machining Variation
Free-Cut Invar “36” alloy, the world’s first free-machining Invar alloy, has been used by machine shops that are producing high volumes of parts like controls for hot water heaters, filters for microwave instruments, precision parts for optical mounting in lenses, etc.
High-production shops have reported the free-machining alloy to be advantageous also when performing several different machining operations, particularly when parts have intricate shapes and/or require working to close tolerances.
Compared with the conventional Invar grade, the downside for Free-Cut Invar “36” alloy is negligible. Its coefficient of thermal expansion is only slightly higher than that of the basic alloy; not enough, generally, to make a difference in part performance.
With the free-machining alloy, there is a minimal loss in both transverse toughness and corrosion resistance. It also may be necessary to clean and passivate the free-cut alloy to remove selenides from the surface.
However, a good case can be made for the free-cut alloy because it machines without a hassle and permits parts productivity gains frequently reaching 250%. From the machinist’s point-of-view, it becomes difficult to justify not using the free-machining grade.
Fabricating Characteristics
Both Invar 36 alloys are soft like Type 304 and Type 316 austenitic stainless steels; the free-cut variation, in particular, machines similar to those two stainless grades. They all have the same high work-hardening rate, which requires care in machining.
The standard Invar alloy produces stringy, gummy chips which “birdnest” around the tools and interfere with coolant flow. Chips have to be broken up using chip breakers. Chip breakers are also used with the free-cut alloy, but they do not have to be as deep as for the basic alloy because the free-cut chips are more brittle.
Large, sharp and rigidly supported tooling is recommended for both grades. A positive feed rate should be maintained for all machining operations to avoid glazed, work hardened surfaces. In some cases, increasing the feed and reducing the speed may be necessary. Dwelling, interrupted cuts or a succession of thin cuts should be avoided.
In general, the free-cut Invar alloy has produced a good surface finish as well as higher productivity. During all cutting operations, with both materials, care must be taken to ensure good lubrication and cooling.
The two grades are very ductile, thus readily cold headed and formed. Stamping from cold-rolled strip is easily accomplished. Parts may be deep drawn from properly annealed strip.
Fabrication does add stresses which, unrelieved, can change the thermal expansion behaviour. When that happens, parts placed in service as-fabricated may not meet design requirements. Thus, annealing and stress relieving thermal treatments may be needed to promote structural uniformity and dimensional stability.
After severe forming, bending and machining, relief of stresses induced by these operations can be accomplished by annealing at temperatures of 760 oC (1400 oF) to 980 oC (1800 oF) long enough to thoroughly heat through the section. However, these alloys will oxidize readily at such high temperatures.
When annealing cannot be done in a non-oxidizing atmosphere (vacuum, dry hydrogen, dissociated ammonia, argon, etc.) sufficient material must be present to allow cleaning by light grinding, pickling, etc., after annealing. For sections having light finishing cuts or grinding performed after annealing, stress relief is accomplished by heating to 315 oC (600 oF) to 425 oC (800 oF) long enough to uniformly heat through the work pieces.
Machining Parameters
There is no single set of rules or simple formula that is best for all machining situations. In addition to the materials used, job specifications and equipment must be considered in determining the most applicable machining parameters.
Furthermore, operations such as turning on automatic screw machines, turret lathes and CNC lathes involve so many variables that it is impossible to make specific recommendations which would apply to all conditions. That’s why the following parameters should serve only as a starting point for initial machine setup.
Turning
Properly ground tools are essential in turning Invar alloy. Fig. 2 illustrates suggested starting geometries for high-speed steel single-point turning tools. Tools with a 5 to 10o positive top rake angle will generate less heat and cut more freely with a cleaner surface.
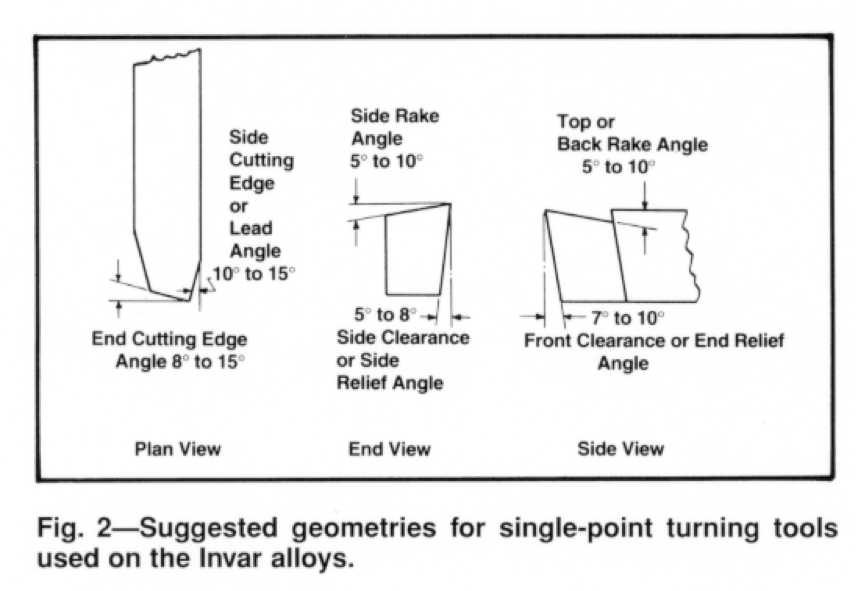
As large a tool as possible should be used to provide a greater heat sink, as well as a more rigid setup. To ensure adequate support for the cutting edge, the front clearance angle should be kept to a minimum, i.e., 7 to 10o, as shown. The Invar alloys require tools ground with top rake angles on the high side of the 5 to 10o range to control the chips. They may also require increased side clearance angles to prevent rubbing and localized work hardening.
Carbide tools in single-point turning operations will allow higher speeds than high-speed tool steels. However, carbide tooling requires even greater attention to rigidity of tooling and the workpiece. Interrupted cuts should be avoided.
Either blade-type or circular cutoff tools are used for Invar alloy applications. Blade-type cutoff tools usually have enough bevel for side clearance, i.e., 3o minimum, but may need greater clearance for deep cuts. In addition, they should be ground to provide for top rake and front clearance.
The front clearance angle is 7 to 10o; a similar angle is used for top rake, or a radius or shallow concavity may be ground instead. The end cutting edge angle may range from 5o or less to 15o, with the angle decreasing for larger-diameter stock.
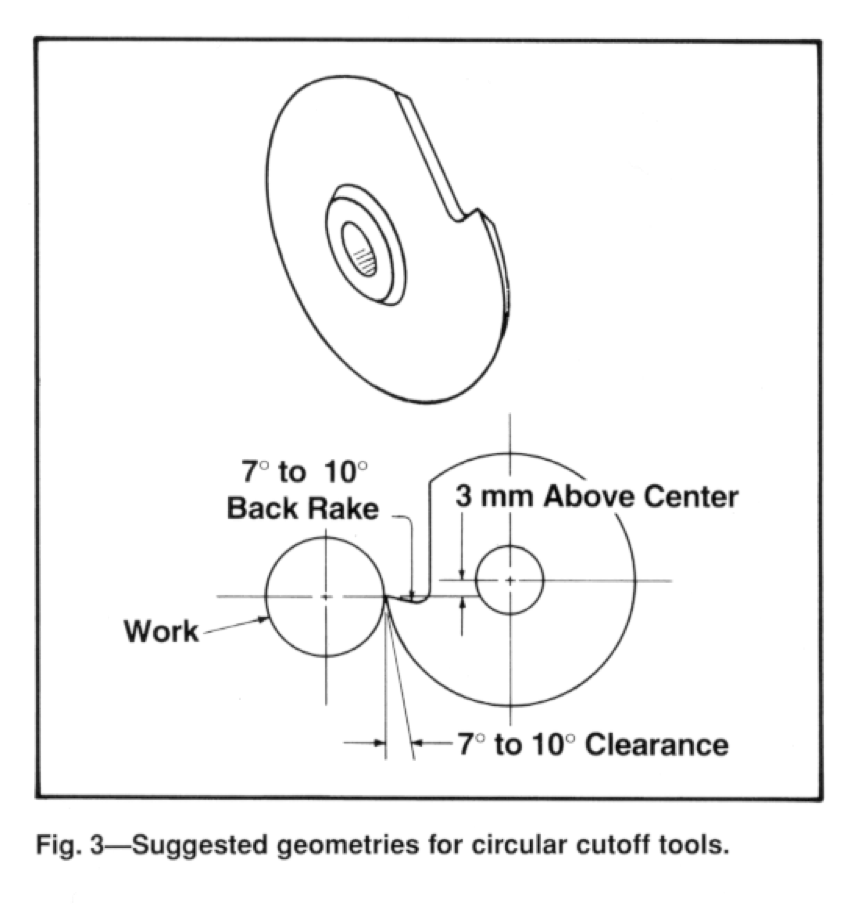
Angles for circular cutoff tools are similar to those for blade-type, including a top rake angle of 7 to 10o, as shown in Fig. 3. Since circular cutoff tools are more rigid than blade-type, they can withstand more shock. Therefore, they may be preferred for automatic screw machine operations where they are fed into drilled or threaded holes. Because of their size, they also dissipate heat better.
Carbide-tipped cutoff tools may be used. However, shock loading from interrupted cuts must be considered when selecting carbide.
Form tools are usually dovetail or circular. Speeds and feeds for form tools are influenced by the width of the tool in relation to the diameter of the bar, the amount of overhang and the contour or shape of the tool. Generally, the width of the form tool should not exceed 1 1/2 times the diameter of the workpiece; otherwise, chatter may become a problem.
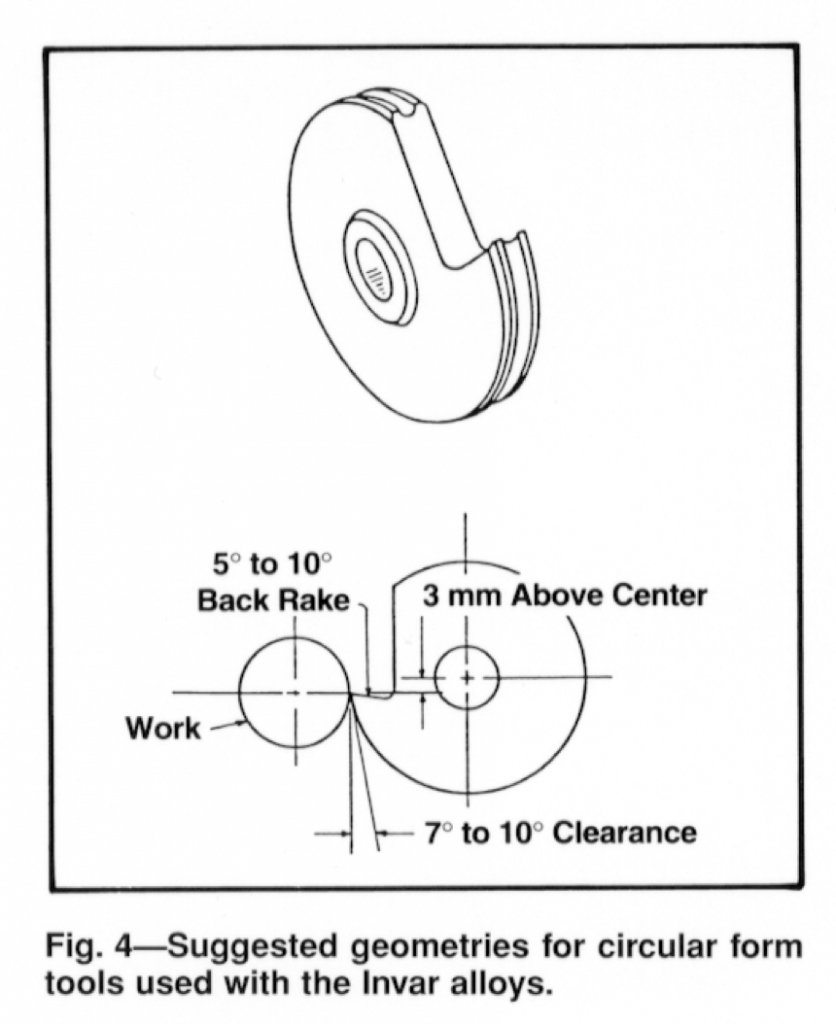
Dovetail form tools should be designed with a front clearance angle of 7 to 10o, and ground with a front rake angle of 5 to 10o. Angles for circular form tools are similar, as shown in Fig. 4. Higher rake angles within the 5 to 10o range may be used for roughing operations, and lower rake angles for finishing.
Design of the tool should incorporate enough side clearance or relief angles, typically 1 to 5 o depending on depth of cut, to prevent rubbing and localized heat buildup, particularly during rough forming. It may be necessary to round corners. A finish form or shave tool may be necessary to obtain the final shape, especially for deep or intricate cuts.
Carbide-tipped tooling may be used for forming operations so long as shock loading from interrupted cuts is duly considered.
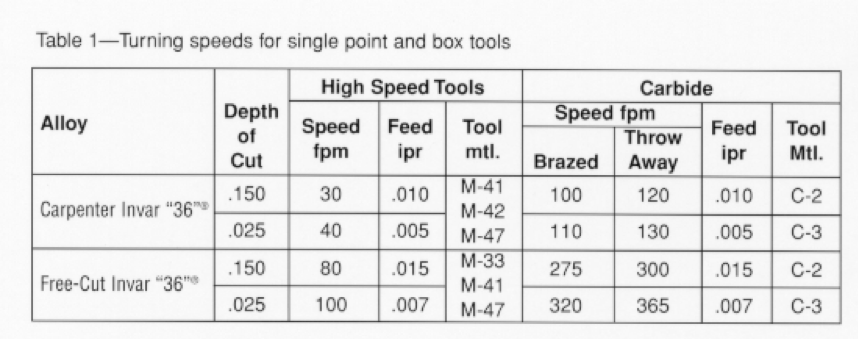
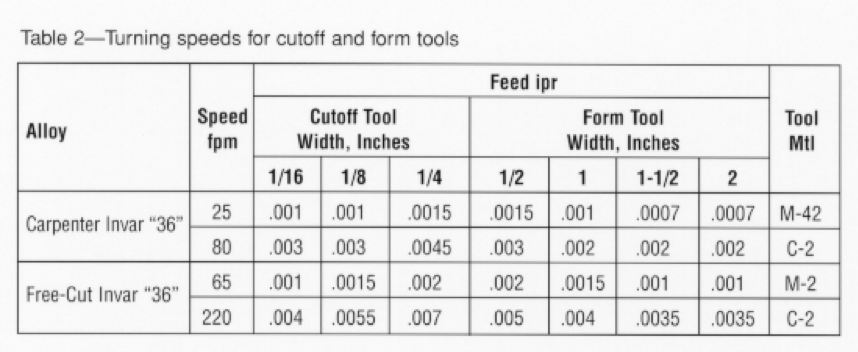
Table 1 shows reasonable feeds and speeds for single-point and box tool turning of Carpenter Invar “36” alloy and Free-Cut Invar “36” alloys. Table 2 shows feeds and speeds for cutoff and forming operations.
Drilling
Certain rules should be observed in drilling the Invar alloys – (a) work must be kept clean and chips removed frequently to avoid dulling the drill (b) drills must be carefully selected and correctly ground (c) drills must be properly aligned and the work firmly supported (d) a stream of cutting fluid must be properly directed at the hole and (e) drills should be chucked for shortest drilling length to avoid whipping or flexing, which could break drills or cause inaccurate work.
When working with the Invar “36” alloys, it is advisable to use a sharp three-cornered punch rather than prick punch to avoid work hardening the material at the mark. Drilling templates or guides may also be useful.
To relieve chip packing and congestion, drills occasionally must be backed out. The general rule is to drill to a depth of three to four times the diameter of the drill for the first bite, one or two diameters for the second bite, and around one diameter for each of the subsequent bites. A groove ground parallel to the cutting edge in the flute for chip clearance will allow drilling deeper holes per bite, particularly with larger-size drills. The groove breaks up the chip for easier removal.
Drills should not be allowed to dwell during cutting. Allowing the drill to dwell or ride glazes the bottom of the hole, making restarting difficult. Therefore, when relieving chip congestion, drills must be backed out quickly and reinserted at full speed to avoid glazing.
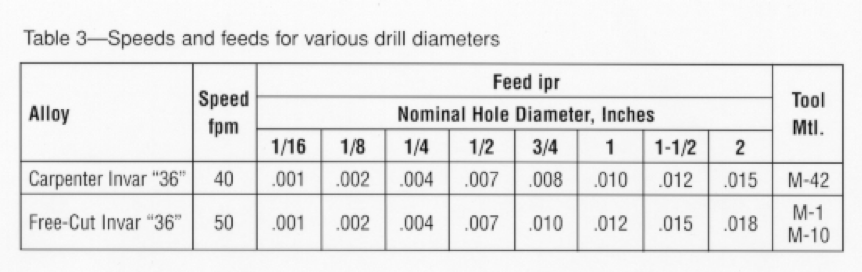
Drill feed is important in determining the rate of production. Carefully selected, proper feeds and speeds can increase both drill life and production between grinds. Feeds and speeds for various drill sizes are indicated in Table 3.
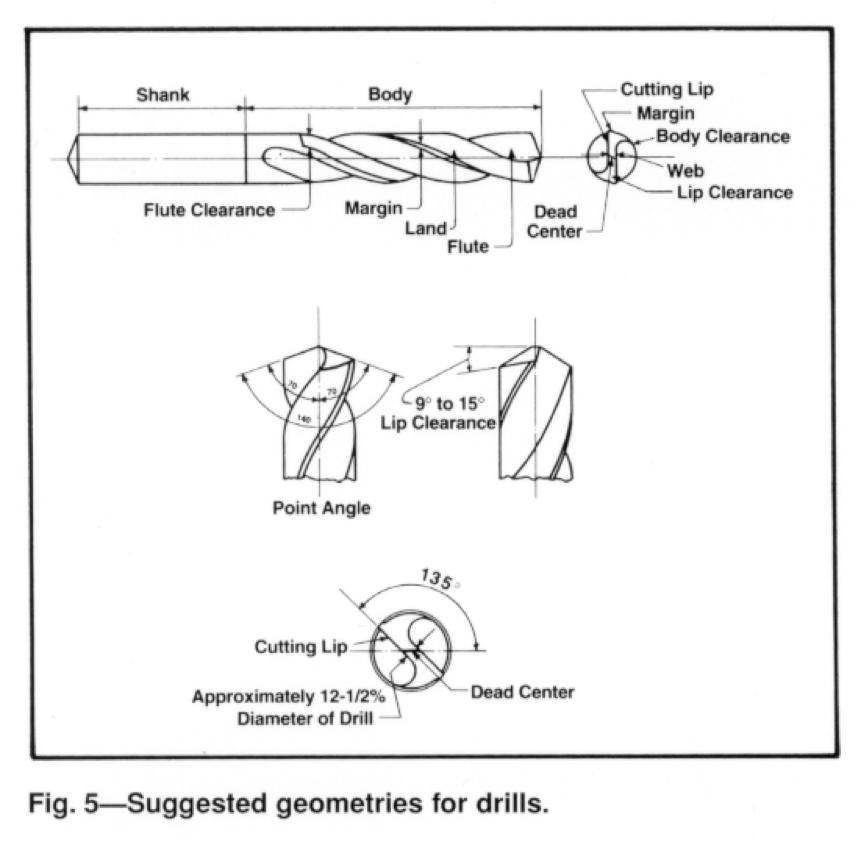
It is especially important to grind tools correctly. Fig. 5 shows suggested geometries for high-speed drills to be used with the Invar alloys.
Tapping
Two types of holes are prepared for tapping – the open or through hole, and the blind hole. For open or through holes, taps of either the spiral-fluted or the straight-flute spiral-pointed type can be used, as shown in Fig. 6. They are especially desirable when tapping the relatively soft Invar alloys because they provide adequate chip relief.
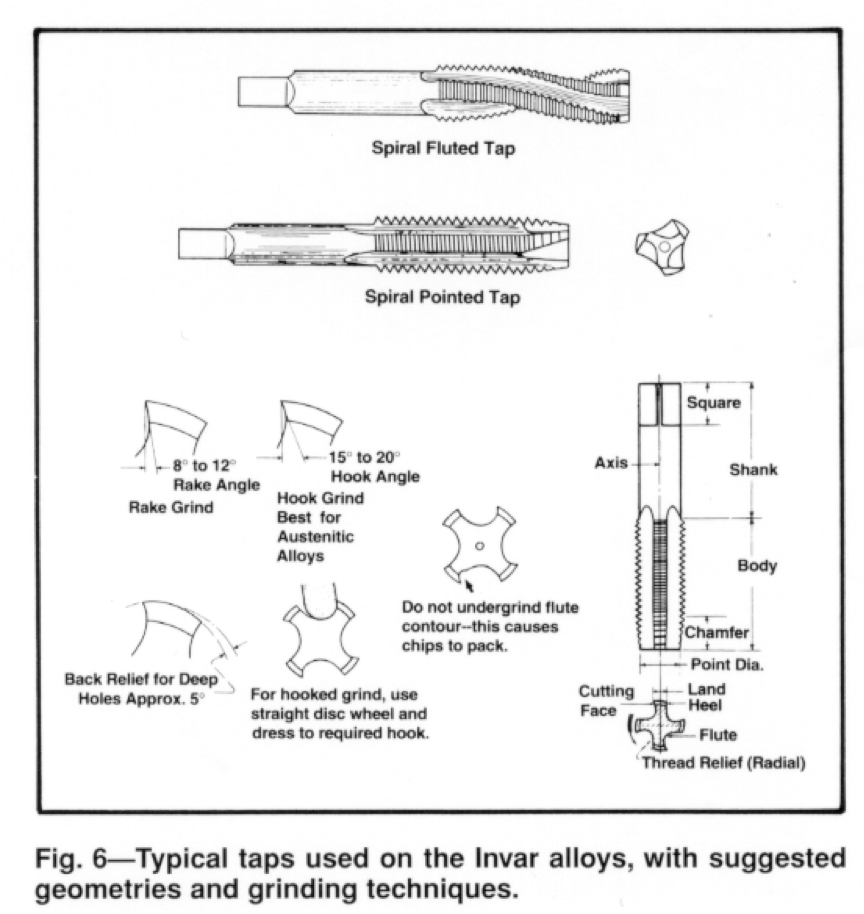
The spiral-pointed tap cuts with a shearing motion. It has the least amount of resistance to the thrust, and the entering angle deflects the chips so that they curl out ahead of the tap. This prevents packing in the flutes, which frequently causes tap breakage. When backing out a spiral-pointed tap, there is less danger of roughing the threads in the tapped part.
Spiral-pointed taps should not be used in blind or closed holes unless there is sufficient untapped depth to accommodate the chips. To tap blind holes, special spiral-pointed bottoming taps are available. However, spiral-fluted taps with a spiral of the same hand as the thread are suggested, since they are designed to draw chips out of the hole.
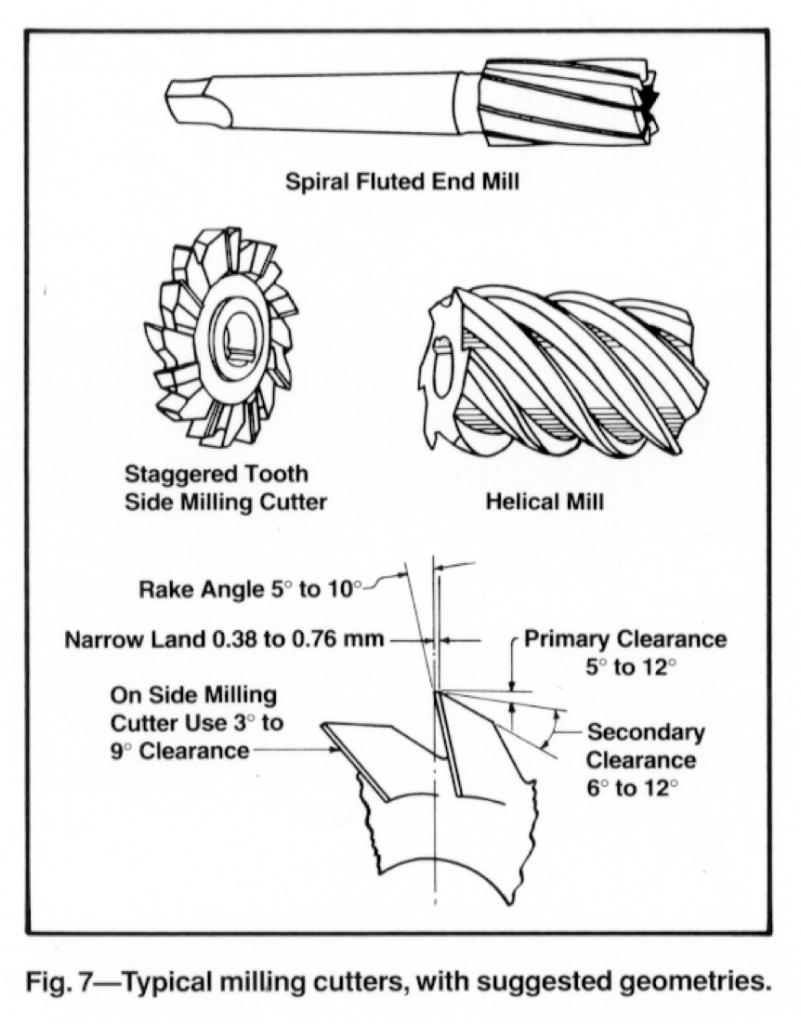
Tapping speeds for both Invar alloys, using three standard tooling materials, are shown in Table 4.
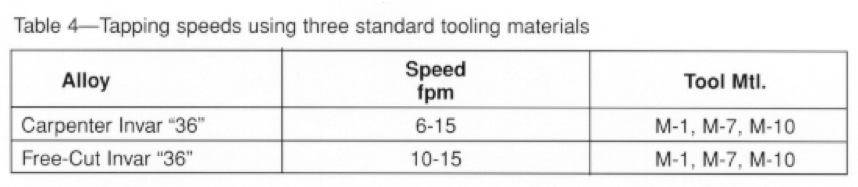
Milling
Various high-speed steel cutters are shown in Fig. 7. Tooling with carbide inserts also may be used for the two Invar grades. As a general rule, the finest finishes are obtained with helical or spiral cutters running at high speed, particularly for cuts over 19 mm (0.76 in.) wide.
Helical cutters cut with a shearing action and, as a result, cut more freely and with less chatter than straight-tooth cutters. Coarse-tooth or heavy-duty cutters work under less stress and permit higher speeds than fine-tooth or light-duty cutters. They also have more space between the teeth to aid in chip disposal.
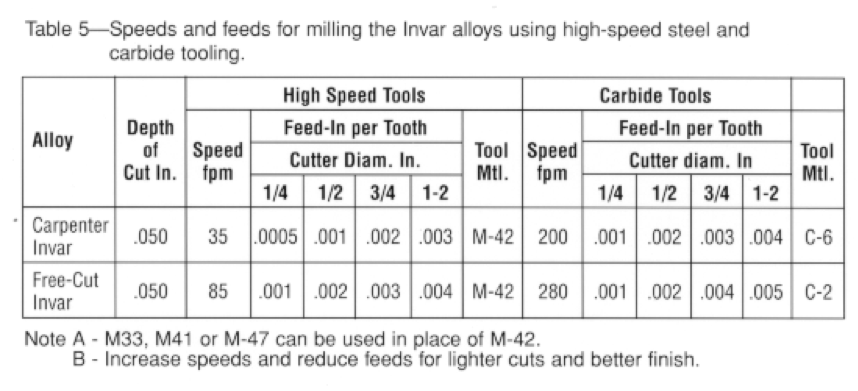
For heavy, plain milling work, a heavy-duty cutter with a faster, 45o left-hand spiral is preferred. The higher angle allows more teeth to contact the work at the same time, thereby reducing chatter. Table 5 shows reasonable feeds in inches per tooth for both alloys based on depth of cut, milling speed, cutter diameter and type of tooling used.
Broaching
High-speed steel broaches should be used for the Invar materials. A broach is a simple tool to handle because the broach manufacturer builds into it the necessary feed and depth of cut by steps from one tooth to another. Basically, a broach can incorporate the roughing cut, the semi-finished cut and the final precision cut – as shown in Fig. 8 – or any combination of these operations.
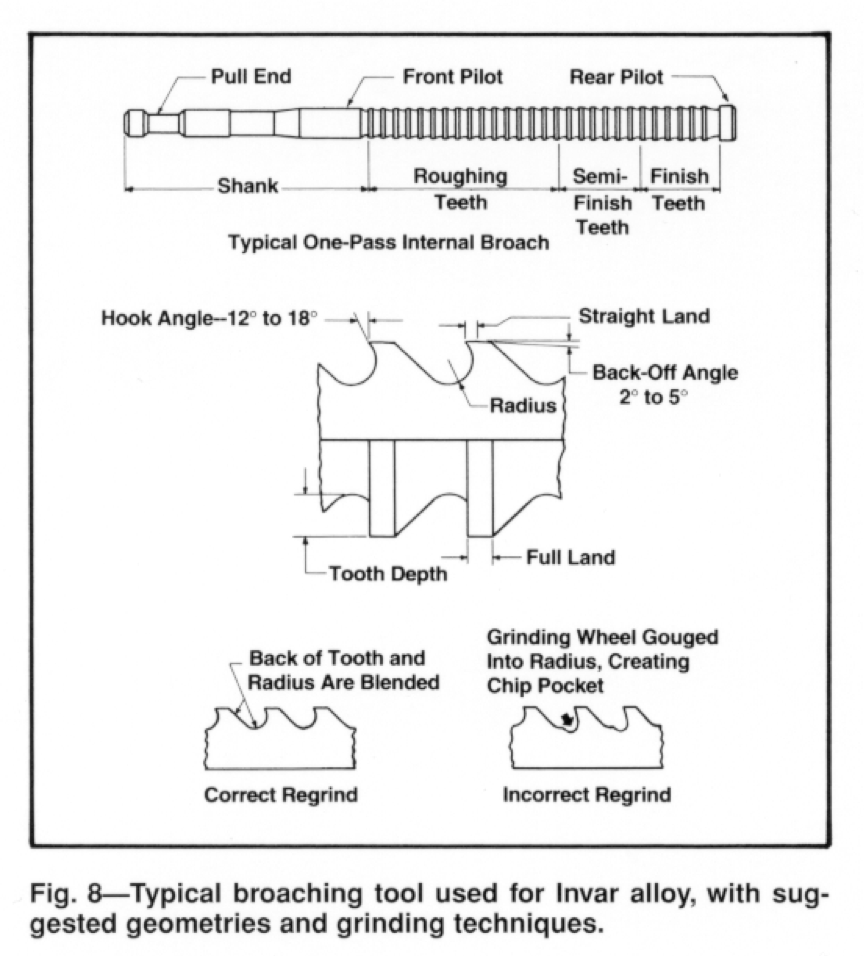
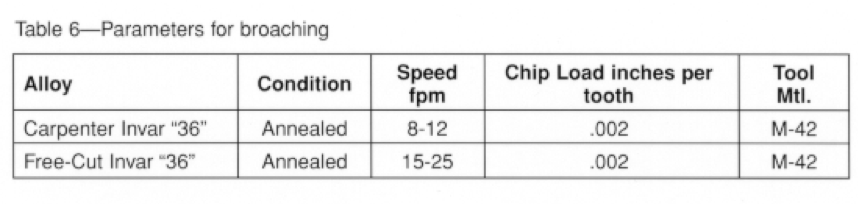
Table 6 shows normal broaching parameters for both the Invar alloy and the free-cut alloy. Of course, proper lubrication and cooling are also important. Sulfochlorinated oils diluted with paraffin, rather than water-soluble oils, are suggested.
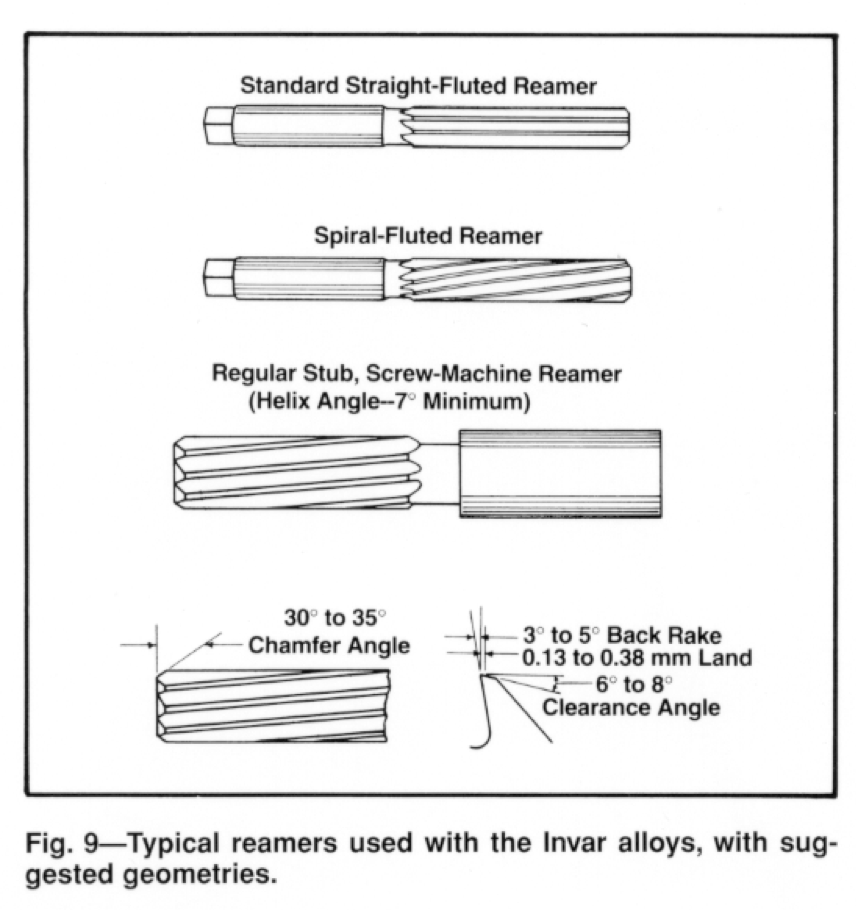
Reaming
Several typical high-speed reamers are shown in Fig. 9. Carbide-tipped reamers also may be used with these alloys. Spiral-fluted reamers with a helix angle of approximately 7o are suggested. There is less tendency for this type of reamer to chatter, and better chip clearance is secured. This is particularly true for interrupted custs, such as in a keyway.
Left-hand (reverse) spiral reamers with right-hand cutting or rotation are suggested. Right-hand spiraling of the flutes with right-hand rotation helps the tool to cut more freely, but makes it feed into the work too fast.
When tapered holes must be reamed, any one of the standard taper reamers, ground for Invar alloy, will provide a satisfactory finish. However, the hole first must be carefully drilled or bored.
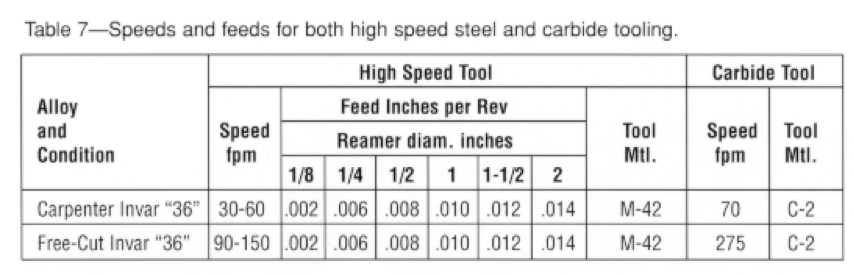
Feeds and speeds for both roughing and finishing operations are listed in Table 7 for both high-speed steel and carbide tooling. When reaming, cutting fluid be must considered to avoid overheating. Besides providing good lubrication, the cutting fluid must be a coolant to carry away the heat that would otherwise burn the cutting edges of the reamer.
The cutting fluid also must be kept clean. Reaming produces slivers and very fine chips which can float in the cutting fluid and get into the work very easily, damaging the finish, especially if the machine is equipped with a recirculating system.
Cutting Fluids
Two types of cutting fluids can be used in machining the Invar alloys – sulfochlorinated oils recognized for their ability to prevent seizing, and emulsifiable fluids which have greater cooling capacity. Most machining operations require a sulfochlorinated oil.
Summary
When machine shops working the Invar “36” alloy experience problems, they might re-examine their procedures and correct some of the most common causes. For example:
A – Parts productivity is not satisfactory, finishes are not acceptable, difficult shapes cannot be machined properly. Solution: try the free-cut variation of Invar alloy.
B – Machined surfaces are glazed and work hardened. Solution: Be sure to maintain a positive feed rate.
C – Tools are chattering, not cutting cleanly, producing chips that interfere with coolant flow. Solution: Could be caused by using tools with improper geometry. Follow guidelines given in tool diagrams.
D – Tool heats excessively. Solution: Make sure the tool is heavy enough to carry off generated heat. Also check the cutting fluid. It might be too rich in sulphur-base oil; thus should be cut back with a coolant such as paraffin-base oil.
The information provided above is freely available in the public domain, and while we endeavour to keep the information up to date and correct, we make no representations or warranties of any kind.
In no event will we be liable for any loss or damage including without limitation, indirect or consequential loss or damage, or any loss or damage whatsoever.
Should you choose to use any of the information below it is strictly at your own risk.
Please contact China Alloy Parts if you have any further questions or would like to place an order for Invar.
Related Articles

Invar – A Legend in Metals
Looking to buy Invar from a trusted stockist? Speak to China Alloy Parts about your requirements today. The History...

Alloys for the Oil and Gas Industry
The oil and gas industry use metal alloys in almost every step of the chain, whether it’s for machine...