Machining Nickel and Nickel Alloys
Machinability
Nickel alloys work harden rapidly, and the high pressures produced during machining cause a hardening effect that slows further machining and may also cause warping in small parts.
Using cold-drawn stress-relieved material is preferable for machining. Hot-rolled is less desirable and annealed is least preferred for most applications. Careful machining practices are a must. Use sharp tools with positive rake angles (to cut the metal rather than push it). Sufficient feed rate and depth of cut are necessary and tools should not be allowed to rub the work.
Even under the best conditions, stresses may be produced which may cause distortion of the work. For maximum dimensional stability, it is best to rough out the part almost to size, stress relieve it, and then finish it to size. Stress relieving has little effect on dimensions, but may affect mechanical properties.
Classification of Alloys:
For purposes of machining nickel, all alloys are classified in four groups and two subgroups:
Group A
Consists of alloys containing 95% or more nickel. These alloys have moderate mechanical strength and high toughness. They are hardened only by cold work.
Group A alloys are gummy in the annealed and the hot-worked condition, and cold-drawn material is recommended for best results when machining nickel. These alloys include nickel 200, 201, 205, 212, 222.
Group B
Consists of most of the nickel-copper alloys. The alloys in this group have higher strength and slightly lower toughness than those in group A.
Group B alloys are hardened only by cold work, a key difference when machining nickel. Cold drawn or cold-drawn and stress-relieved material gives the best machinability and smoothest finish.
Examples of Group B alloys include monel 400, 401, 450, ferry alloy, Super Invar 32-5, invar 36, 48, kovar, and inco alloy MS 250.
Group C
Consists largely of the solid-solution nickel-chromium-iron alloys, which are similar to the austenitic stainless steels.
They are hardened only by cold work and are machined most readily in the cold-drawn or cold-drawn and stress-relieved condition.
Examples of Group C alloys include nickel 270, monel K-500 (unaged), inconel 600, 601, 690, nimonic 75, 86, incoloy 800, 800HT, 802, 825, DS, inco 330, 020.
Group D
Consists primarily of the age-hardenable alloys, has two subgroups:
- The First, Group D-1 consists of alloys in the unaged condition and includes duranickel 301 (unaged), incoloy 925, MA 956, and ni-span-c 902 (unaged).
- Group D-2 consists of the alloys of group D-1 in the aged condition, plus several other alloys in both the aged and unaged conditions and includes duranickel 301 (aged), monel K-500 (aged), inconel 617, 625, 706, 718, X-750, 751, MA 754, nimonic 80A, 81, 90, 105, 115, 263, 901, PE11, PE16, PK50, incoloy 903, 907, 909 ni-span-c 902 (aged), inco G-3, C-276, HX.
Group E
Contains Monel R-405 only. This alloy is designed for high production rates in automatic bar and chucking machines.
Monel R-405 combines the toughness, strength, and corrosion resistance of Monel 400 with excellent machinability. However surface finish quality is not as good as Monel 400.
Cutting Fluids
Almost any cutting fluid, or none, can be used in machining nickel alloys. In many applications, nickel alloys respond well to ordinary sulfurized mineral oil; sulfur imparts improved lubricity and antiweld properties.
If the temperature of the oil and workpiece becomes high enough when machining nickel to cause brown sulfur staining of the work, the stain can be readily removed with a cleaning solution of the sodium cyanide or chromic-sulfuric acid type.
This should be done before any thermal treatment, including welding, because during further exposure to high temperature the staining may cause intergranular surface attack.
To avoid intergranular corrosion, the parts should be immersed in cleaning solution only long enough to remove the stain. High-speed machining operations that create high temperatures might preclude the use of a sulfurized oil because of sulfur embrittlement of carbide tools. (Many sintered carbides have a nickel or cobalt matrix that is sensitive to sulfur attack at high temperature.)
However, flooding the cutting area with cutting fluid generally cools the tool enough to avoid breakdown of the carbide bond.
Varied Speed Cutting
Water-base fluids are preferred in high-speed turning, milling, and grinding because of their greater cooling effect. These may be soluble oils or chemical solutions. Except for grinding, which depends almost entirely on cooling and flushing, some chemical activity is always desired and is generally provided by chlorine, amines, or other chemicals.
For slower operations, such as drilling, boring, tapping, and broaching, heavy lubricants and very rich mixtures of chemical solutions are needed. Oils should be used when drilling nickel 200 and inconel X-750.
In the drilling and tapping of small-diameter holes and in other operations in which lubricant flow and chip flushing are restricted, solvents will improve performance. These less viscous fluids can be used alone or can be used for diluting mineral and lard oils. A cutting fluid of the spray-mist type is adequate for simple turning operations on all alloys.
Machining Methods
Turning
Single-point turning tools used for cutting & machining nickel alloys must have positive rake angles so that the metal is cut instead of pushed, as would occur if negative rake angles were used.
A secondary function of the rake angle is to guide the chip away from the finished surface. The side cutting edge angle is second in importance only to the rake angle. It must be large enough to provide clearance, but small enough to give adequate support to the cutting edge.
The nose radius, which joins the end and side cutting edges, strengthens the tool nose and helps to dissipate the heat generated in cutting. Nose radii are given with other recommended tool angles.
Turning – Chip Control
Nickel alloys present a minimum of chip disposal problems when cut with tools that have properly designed chip curlers or breakers. High-speed steel (HSS) tools require chip curlers, commonly referred to as lipped tools.
The lip should include the proper rake angles for the alloy and should be wide and deep enough to cause the chip to curl and break but not to force it into a wad or tight knot. Carbide tools should have chip breakers. With these devices, tool rake angles are plane surfaces that terminate at the chip breaker wall. The radius joining the wall of the chip breaker and the rake angle plane must be kept very small. The angle between the two surfaces must be 125″ to 135″.
A small radius and the proper angle will usually prevent the chip from welding in the chip breaker. Width and depth of the chip breaker depend on the feed rate used.
Tool Material
Carbide tools permit the highest cutting rates ane are recommended for most turning operations involving uninterrupted cuts. Cast alloy tools are recommended for tuning group A alloys at optimum cutting rates. As with carbide tools, interrupted cutting is not include in this recommendation. High-speed steel tools should be used for interrupted cuts such as occur in the roughing of an uneven surface. They are also used for finishing to close tolerances, finishing to the smoothest surfaces, and cutting with the least work hardening.
Planning and Shaping
The tools used for planing and shaping are similar to lathe tools.
For rough planing, the top rake angle of the tool is the most important; it must be positive and of large magnitude to achieve good cutting action. The optimum chip, resulting from a suitable combination of side cutting edge angle and rake angle, is a small curl that curves over ahead of the tool and breaks as it hits the work.
The gooseneck type of planer tool should be used for finishing. Its spring action makes smooth dusts. the cutting edge of a gooseneck tool should be behind the center line of the clapper-box pin so that the tool will spring away from the cut and not dig in. Cutting fluids are not essential for roughing, but sulfurized oil should be applied to the workpiece for smooth finishing cuts.
Speeds are generally 80 to 85% of those used for turning. Heavy sections can be parted in a planer with the aid of a gooseneck finishing tool. Only light cuts 0.005″/stroke to 0.010″/stroke may be taken. Continuous soluble-oil lubrication should be provided. Practice for shaping operations is similar to that for planing.
Broaching
Although group D alloys are broached more cleanly in the age-hardened condition, high pressures are required for these materials in either the aged or unaged condition.
Sulfurized mineral oil is recommended as cutting fluid. Broaching speeds and angles are as follows:
| Alloy Group | Speed (sfm) | Face Angle |
| A and B | 10-18 | 12° – 18° |
| C and D-1 | 5-12 | 10° – 15° |
| D-2 | 6 | 8° – 10° |
Drilling
In drilling and therefore machining nickel alloys, steady feed rates should be used. If the drill is allowed to dwell, excessive work hardening of the metal at the bottom of the hole will make it difficult to resume cutting and may result in breaking of the drill when it does take hold.
The setup should be as rigid as possible. Stub drills are recommended. Drill jigs should be used whenever possible. Standard high- speed steel drills are satisfactory for general-purpose drilling of group A and B alloys. Heavy-duty high-speed steel drills with a heavy web are recommended for drilling group C and D alloys.
High Speed & Heavy Duty Drilling
Cobalt-bearing high-speed steel drills give longer tool life. Cutting pressures are reduced and a positive effective rake maintained if the web is thinned at the chisel point. Increasing the point angle to 135° is helpful.
Crankshaft drills are useful for producing deep holes. These drills have a heavy web and a helix angle slightly higher than normal; the web is thinned at the chisel point.
Cutting action with drills larger than 3/4” in diameter will be improved by grinding several small grooves through the lip, extending back along the lip clearance. The spacing of the grooves should be staggered between the two cutting edges. The effect of this serration will be to produce narrow chips with less tendency to foul in the helical flutes.
Spade drills are regularly used for deep-hole and heavy drilling — 11/2” in diameter and greater. The drill is secured in a steel head, which is attached to a rigid bar, with bearing support between the work and tailstock. Spade drills are made of high-speed steel; the cutting edges should be tipped with carbide. Lead holes should be made with a drill having a point smaller than that of the spade drill.
Gun drills are primarily used for producing deep holes up to and including 2″ in diameter, but they are occasionally used for holes as large as 21/2” in diameter. A highly sulfurized oil is recommended for gun drilling and other deep-hole drilling and finishing. Cutting fluid pressure should be about 800 psi for 3/16″ holes, decreasing to about 200 psi for 2″ holes.
Reaming
Fluted reamers for nickel alloys are produced as standard items and are characterized by high-speed steel tool material, right- hand cut, right-hand helix (positive axial rake), and positive radial rake.
The operating speed for reaming should be about two-thirds the speed for drilling the same material, but not so high as to cause chatter. Other factors contributing to chatter are lack of rigidity in the setup, misalignment, and dull tools.
Reamer feed into the work should be 0.0015″ to 0.004″ per flute per revolution.
A feed rate that is too low will result in glazing of the work and excessive wear of the tool. An excessive feed rate reduces the accuracy of hole dimensions and the quality of the finish. In reaming nickel alloys, sufficient stock must be removed so that nonwork-hardened or non-glazed material is being cut.
Types of Reamer
Good starting points for stock removal are 0.010″ for a 1/4” hole, 0.015″ for 1/2” hole, and up to 0.025″ for a 11/2” hole.
Reamers must be kept sharp. Honed reamers produce smoother surfaces and last longer between grinds. Flat (solid) reamers and built-up (inserted blade) reamers are used for holes 11/2” in diameter and larger. Blind holes are reamed with flat reamers , and through or stepped holes with built-up reamers. A reaming allowance of 1/16″ to “ on the diameter should be provided for both types.
Conventional fluted reamers, flat solid reamers, and insert tools for built-up reamers are made of high-speed steel (usually M2 and M10). Composite tools having steel shanks tipped with carbide are also used for all types of reamers and are recommended for group D-2 alloys. Grades C-2 and C-6 carbide give good results. Sulfurized or chlorinated oil should be used as cutting fluid.
Because flat and built-up reamers constitute a specialized area of finishing inside diameters, cutting speeds and feeds must be developed for each job. Speeds of about two-thirds those listed for turning with similar tool material and feeds of 0.008″ to 0.010″ should be used as a starting point.
Tapping and Threading
The most important factor in tapping is the selection of the proper drill size. The standard tap drill selection tables, in use for many years, are based on 75% of full thread depth and were established by experience with low-strength materials such as brass.
Modern high-strength materials, however, provide adequate holding strength with less thread depth. For most requirements, 55% is sufficient, and more than 60% is seldom required. This is particularly true for holes tapped to a length of 11/2 times the bolt diameter.
Thread Testing
Tests of thread strength show that any increase in thread depth above 60% for the tapped member does not increase the static strength of a threaded joint. In general, the bolt will break first (before threads strip) in holes tapped to 55% of full thread.
Decreasing thread profile depth decreases the torque necessary to drive the tap and markedly decreases tap breakage. As a general rule, torque is doubled when thread depth is increased from 60 to 72% and tripled when thread depth is raised to 80%.
For most applications, standard high-speed steel four-flute taps are readily obtained with a 7o hook angle. The alloys of group D-2 are best tapped with serial taps, which are standard taps modified in diameter so that each successive tap increases the thread diameter proportionately. The age-hardenable alloys should be tapped in the unaged condition whenever possible. Ample cutting fluid is essential for both hand and machine tapping, with liquid chlorinated wax preferred.
Lathe threading
Thread cutting lathe tools are ground according to the principles described for turning tools, but the angles on threading tools are smaller than those on turning tools so that the small nose of the threading tool is well supported. Because of the weakness of the tool nose and the small volume of tool available to dissipate the heat, single-point threading must be done at lower speeds and feeds than those used for turning. Conventional single-point lathe practices for threading steel are adequate for threading nickel alloys.
The tool nose should be flooded with sulfurized oil during threading. If the machine is not equipped to pump oil on the work, the workpiece should be brushed with a sulfurized oil during the cutting operation The depth of cut will vary, decreasing as the work progresses and more of the tool cutting edge is engaged in removing metal.
Die threading
Threading dies must be kept sharp and flooded with cutting fluid )sulfurized oi or a rich mixture of soluble oil or chemical solution) during use. A chamfer angle of 15 to 20° is recommended for producing V-threads in which no shoulder is involved. The rake angle is 15o for threading material of 30 HRC, and it is increased to 30° for threading material as soft as 65 HRB. The workpiece diameter should be 1 to 11/2% undersized to prevent binding in the die. The exact undersize required will vary with alloy and temper, but can be determined by one or two trials.
Thread grinding
External threads can be produced in group D-2 alloys (any condition) by form grinding. Aluminum oxide (150 to 320 grit) vitrified bond grinding wheels (medium hard, open structure) are used. The recommended grinding fluid is an oil of about 300 SUS viscosity at 20 °C (70 °F); it should be filtered.
Milling
The essential requirements of milling are accuracy and smooth finish; therefore, it is imperative to have sharp tools and rigid machines and fixtures.
High-speed steel cutters (M2 and M10) are the most suitable because milling usually involves an interrupted cutting action. The right feed and speed are important as too light a feed, approximating rubbing, will cause an excessively work- hardened layer. Because rubbing at the beginning of the cut is avoided by climb milling, this technique is preferred to conventional (up) milling. In addition, the downward motion of the cut assists rigidity and diminishes chatter.
The disadvantage of climb milling is the need for positive control of backlash in the table drive. Face milling is preferable to slab milling because it reduces the work hardening and chatter. Chip problems in milling are the same as those in turning. Standard milling cutters provide adequate clearance for chips.
Heavy-duty Milling
Heavy-duty milling cutters with 12° positive radial rake and 45° axial rake are preferred for rough milling all alloys except those of group D-2. Light-duty cutters with 12° positive radial rake and 18° axial rake (helical flutes) are best for the high-strength alloys of this group. They require low cutting speeds (3 to 6 m/min) and light chip loads. The light-duty cutters operate at higher cutting rates for the cutting speeds allowed.
Finishing Cutters
Finishing cutters for all alloys should be of the high-helix type with 15° positive radial rake and 52 to 65° helical flutes (positive axial rake). Staggered-tooth cutters, with alternate teeth of opposite helix, are best for milling grooves. High-speed steel slitting saws with side chip clearance are recommended for narrow slotting. Face milling cutters with inserted teeth of high-speed steel should be designed so that the inserted teeth have positive rake and helix angles.
A typical tool is made with cutters set into the head at a positive axial rake angle or helix of 7° and a positive radial rake angle of 15°. Primary relief angles should be 7 to 8°; secondary relief angles should be 12 to 14° on all except end mills and small-diameter cutters.
Sawing and Cutting Off
When it comes to machining alloys, Nickel alloys can also be sawed or cut off by conventional methods. Hand and power hacksaws are suitable for cutoff operations involving the alloys of groups A, B, C, and D-1, although Alloys of group D-2 are not readily cut by these tools.
Alloy-cutting Saws
Hand hacksaw blades should be made of high-speed steel. Blades with 14 to 18 teeth per inch, raker set, are used for general work. Blades with 24 to 32 teeth per inch, wavy set, are used for sawing thin-wall tube.
Power hacksaws can be operated at 90 strokes per minute for the alloys of groups A and B and about 60 strokes per minute for groups C and D-1. High-speed steel blades give satisfactory service.
Heavy-duty power hacksaw blades with 6 to 10 teeth per inch, raker set, should be used for cutting bar stock. The same type of blade with 14 to 18 teeth per inch, raker or wavy set, is suitable for cutting off tube with a 1/16″ wall thickness is not generally cut off on power hacksaws, but if necessary a blade with at least 18 teeth per inch, wavy set, should be used. The work should be kept flooded with water-soluble or sulfurized cutting oil.
Band sawing can be used for cutting off all nickel alloys, although it is not recommended for group D-2 alloys of thick section. High-speed steel saws with flexible backs are recommended. Raker-set teeth are suggested for sawing all form of material other than light-gage sheet and thin-wall tube. Saws with wavy-set teeth are best for sawing thin sections. Medium feeding pressures should e used. The saw should constantly bite into the work; otherwise, the blade will work harden the material. The blade and workpiece should be flooded with a soluble oil. A sulfurized or sulfochlorinated oil can be brushed on the saw teeth to prevent chip welding.
Cold Cutting Method
The best method for cold cutting heavy sections (such as forgings, ingots, and blooms) of the alloys of groups A, B, C, and D-1 is by circular saws with insert teeth.
A typical installation uses a 44″ diameter blade with 56 inserted high-speed steel teeth. The teeth are ground and set into the blade to give a 15o rake angle. Square and round teeth alternate, with the round teth projecting about 1/16″ beyond the cutting edge of the square teeth. his saw cuts alloys of groups A and B at a speed of 15 m/min with a feed of ” /min. A water-soluble cutting oil is used. Alloys of roup C and D-1 are cut at 7.5 m/min with the same feed, but sulfurized oil is used as cutting fluid.
Rounds larger than “ can be cut more rapidly on cutoff lathes than by hacksawing. These lathes usually have two high- speed steel blades 3/16” to 1/4” thick, which should be set to give a positive rake. One tool should be set to give a positive rake. One tool should have a square nose, the other a rounded nose.
Operating speeds when cold cutting are 15 to 18 m/min for alloys of groups A and B, and 9 to 11 m/min for those of groups C and D-1. Water soluble oil is adequate cutting fluid.
Grinding
Methods of grinding/machining nickel alloys do not differ greatly form the practices used for steel. When only a small amount of metal must be removed, the finishing operation can be done on a grinding machine, using a rough and then a fine grind.
If an extremely accurate ground finish is required, particularly on material of hard temper, the work should be allowed to cool to room temperature after the final roughing cut or grind. This allows redistribution of internal stresses, and the resulting distortion, if any, can be corrected in the final grinding operation.
Best Nickel Grinding Method
For best results, the alloys should be ground wet. A solution of 25 gallons of water and 1 lb of sal soda, or a solution of 50 parts water to 1 part soluble oil, is a suitable grinding lubricant for operations other than crush form and thread grinding.
A good grinding oil is the best lubricant for crush form and thread grinding. Sodium chromate can be added to sal soda solutions to inhibit corrosion of the equipment.
In general, silicon carbide grinding wheels give best results on alloys of groups A, B, D-1 and E; aluminum oxide wheels are best for alloys of groups C and D-2. Grinding pressures should be great enough to cause slight wheel breakdown. Because of the many variables encountered in grinding, the wheel manufacturer should be consulted for information on specific applications.
For surface grinding coarse grit (46 to 60) aluminum oxide wheels produce the best finishes in surface grinding. To avoid warping during grinding, the workpiece should be in the stress-equalized condition.
Low wheel contact and low pressure help prevent distortion during grinding, especially with annealed material. Reciprocating tables are preferred to rotary tables. Reciprocating tables reduce wheel contact, generate less heat, and cause less distortion of the work.
Centreless Grinding
Centerless grinding should be done with a wheel having a face that will break down during operation and prevent the workpiece from becoming out of round.
The breakdown of the wheel face depends on the diameter of the work, infeed per pass, and the angle and speed of the regulating wheel. Diamond-dressed wheels are more prone to cause ovality of the work than are wheels dressed on a Ross dressing device. This dresser produces a sharp wheel face similar to one that has been crushed-dressed. By taking light cuts on the material, finish grinding can be done without redressing the wheel after the roughing operation.
For crush form grinding, vitrified-bond, medium-grade aluminum oxide wheels having medium-to-open structures produce good results. A high-grade grinding oil is recommended and should be continuously filtered through all operations.
Abrasive belts (cloth belts coated with aluminum oxide) can be used for finishing group D alloys. One procedure used for the abrasive-belt finishing of precision-forged airfoil turbine blades consists of rough grinding with 80 grit, followed by semifinishing with 120 to 150 grit and final finishing with 180 to 220 grit. Rough grinding can be done dry or with a lubricant. A machine oil of high-flowing characteristic is suitable for rough grinding. Semifinish and finish grinding is done with a lubricant such as cottonseed oil. The addition of kerosene imparts a high-flowing characteristic to the oil.
Honing
Honing is done with aluminum oxide vitrified bond honing stones of medium-to-soft grade. The honing stone must have uniform breakdown characteristics. Ample coolant must be supplied; proprietary honing oils, either as-supplied or diluted by 2 to 3 parts kerosene, are recommended.
A mixture of 50% oleic acid, 35% kerosene, and 15% turpentine is also suitable. Surface speeds for rotation of the hone are between 45 and 75 m/min. Reciprocation surface speeds are between 11 and 15 m/min. The lower speeds are used for roughing, and the higher speeds are for finishing. Honing pressure should be about 450 psi.
The manufacturers of honing stones should be consulted for detailed recommendations on specific problems.
Depth of Single-Point Tools for Turning Nickel Alloys
| Angle | Roughing | Finishing |
| Back Rake | 0° | 8° |
| End Relief | 6° | 8° |
| Side Relief | 6° | 8° |
| End Cutting Edge | 6° | 60° |
| Side Cutting Edge | To 45° | To 45°* |
*Depending on job requirements and chip load
| Depth of Cut | Nose Radius | Ratio of Diameter to Length | Nose Radius |
| 1/32″ | 0.013″ | 1:30 | 0.010″ |
| 1/16″ | 0.020″ | 1:25 | 0.012″ |
| 3/32″ | 0.031″ | 1:20 | 0.015″ |
| 1/8″ | 0.035″ | 1:15 | 0.018″ |
| 3/16″ | 0.040″ | 1:10 | 0.023″ |
| 1/4″ | 0.062″ | 1:5 | 0.029″ |
Typical Depths and Widths of Chip Breakers
| Feed Rate (in/min) | Depth | Width |
| 0.005″ | 0.015″ | 0.060″ |
| 0.010″ | 0.020″ | 0.080″ |
| 0.020″ | 0.030″ | 0.150″ |
Conditions for Turning Nickel Alloys with Single-Point Tools:
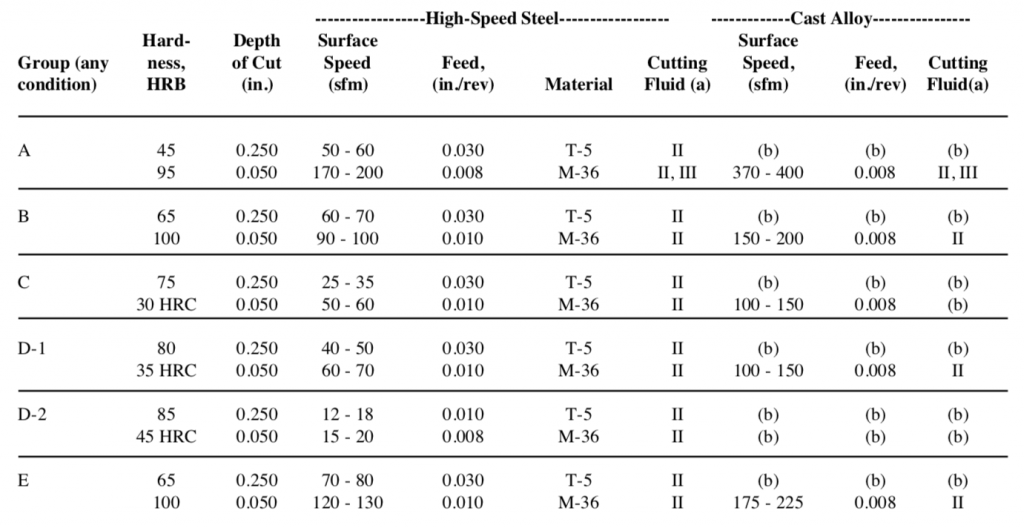
Conditions for Turning Nickel Alloys with Single-Point Tools (Continued):
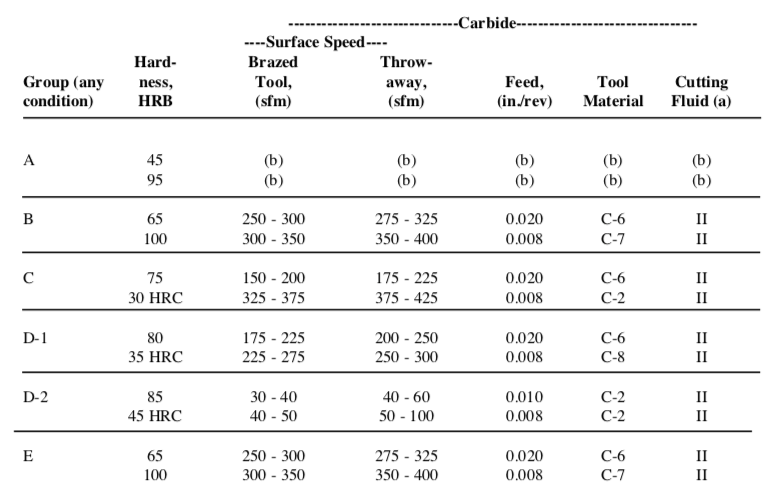
(a) II, water base – oil emulsion or chemical solution; III, sulfurized or chlorinated oil or mixed oil. (b) Not recommended
The information provided above is freely available in the public domain, and while we endeavour to keep the information up to date and correct, we make no representations or warranties of any kind.
In no event will we be liable for any loss or damage including without limitation, indirect or consequential loss or damage, or any loss or damage whatsoever.
Should you choose to use any of the information above it is strictly at your own risk.
Related Articles

Alloy 42 – The Benefits of Alloy 42 for Electronics
Looking to buy Alloy 42 from a trusted stockist? Speak to China Alloy Parts about your requirements today. Electronic...
Waterjet Cutting Vs. Laser Cutting
When it comes to choosing whether to use waterjet cutting or laser cutting for your project, there is no...